

BLOG
Understanding Lead Times: The Factors Customers Can Help Control
At Focused on Machining, customers sometimes approach us with tight timelines, and they’re looking to find out how quickly a project can move forward. We do everything we can to support aggressive schedules, but between our own capacity and outside processes, lead times can depend on a variety of changing factors.
That’s why reducing lead times starts with understanding what the machine shop can directly control, what depends on outside factors, and what customers can do to help prevent delays. When all sides understand these factors, projects can move faster.
What the Manufacturer Directly Controls
The steps we control most directly are the ones that happen under our own roof. These include precision machining, inspection, hardware installation, and other in-house operations required to complete the part.
Because these processes are part of our daily workflow, we can plan for them carefully and adjust schedules when needed. Our ERP system plays an important role in that process by tracking jobs in detail and planning capacity. We can make the best use of the time and resources available to us.
Material acquisition is another area where we usually have a strong degree of control. In many cases, standard materials are readily available, and proper planning on our end allows us to source them quickly. There are exceptions, of course. Specialty materials or short supply conditions can affect timing. But under normal conditions, material procurement is typically a manageable part of the schedule.
Where Customer Requirements Can Slow Down Projects
From a customer perspective, it can be most helpful to focus on factors you control that can influence lead time. Two factors we’ve recently seen have been approved supplier lists and source inspections.
Approved Supplier Lists
Approved supplier lists can be a major factor because they limit the options available for materials, inspection, and outside processing. For example, one customer recently needed a material that was ultrasonically inspected. The material we procured had already been ultrasonically inspected from a mill, but that mill was not on the customer’s approved supplier list, so it had to be reinspected before production began.
Approved suppliers can also delay finishing or post-processing. If a project requires a specific approved supplier rather than any qualified supplier that meets the right standard, that vendor’s capacity and location can add to lead time.
When possible, we try to help primes expand their approved supplier lists to prevent issues like these from affecting their schedules.
Source Inspections
Source inspection can also add time at the end of a project. Even after parts are machined and inspected, some customers require us to submit a data package and wait for their source inspector to review or release the shipment. If the inspector has several days to respond, that step can add nearly a week once paperwork, review, packaging, and shipment are all considered.
The Best Way to Save Time: “Overprovide” Details at the Start
The fastest way to save time on a project is to provide as many details as possible about your project when you’re first submitting your quote. Print, model, and quantity are an essential start, but more information can help us quote more quickly and plan accurately from the start.
For example, even if you tell us you need 200 parts, we need to know what that will entail. Is that an urgent one-time delivery, or a three-year quantity that might be better suited to contract manufacturing services? A production schedule allows us to understand whether the project fits our capacity, and it also helps us determine if we can find creative ways to support your requirements.
Other factors that can provide helpful context:
Are these parts currently being made by an existing supplier?
Is there a first article inspection requirement before production can begin?
Is the part coming to us after another process, such as 3D printing, casting, or outside fabrication?
Have you already learned something from previous production runs that we should know?
These allow us to understand your priorities. But without you offering them upfront, a project that could move quickly may require several follow-up conversations before we know how to proceed.
Where Outside Processes Affect Your Timeline
Some project steps fall somewhere in the middle. Outside processes such as plating, coating, heat treating, passivation, painting, or other finishing services, for instance, do not fall directly under our control.
Many projects are sent to outside vendors we choose from our trusted network, and we understand that their performance reflects on us. Even so, we cannot fully control another company’s internal schedule. If a finishing vendor is already at capacity, that can extend the overall lead time, even if the machining itself is completed quickly.
In some cases, expediting an outside process may help. However, we are cautious about recommending expedites for certain operations, especially complex plating or finishing work that requires masking. Rushing those steps can increase the risk of errors. If a part has to be reworked, the project may lose more time than the expedite would have saved.
Share Your Project Information Today
We always want to help customers move as fast as they need to, and complete information allows us to support your project in the best way possible. The more information you provide at the RFQ stage, the faster we can determine the best path forward.
Request a quote today to get your next project started!

Lights-Out 5-Axis Machining for Complex Defense Parts
At Focused on Machining, we speak extensively with defense primes through project collaborations, as well as at trade shows and other industry events. In those conversations and in our discussions with other defense manufacturers, we hear a common theme: the defense industrial base is under pressure to move faster.
No single company can solve that challenge alone, but we take our role seriously. That’s one reason we’ve invested in advanced equipment and automation to help increase our lights-out capacity for complex defense parts.
5-Axis Machining to Reduce Timelines
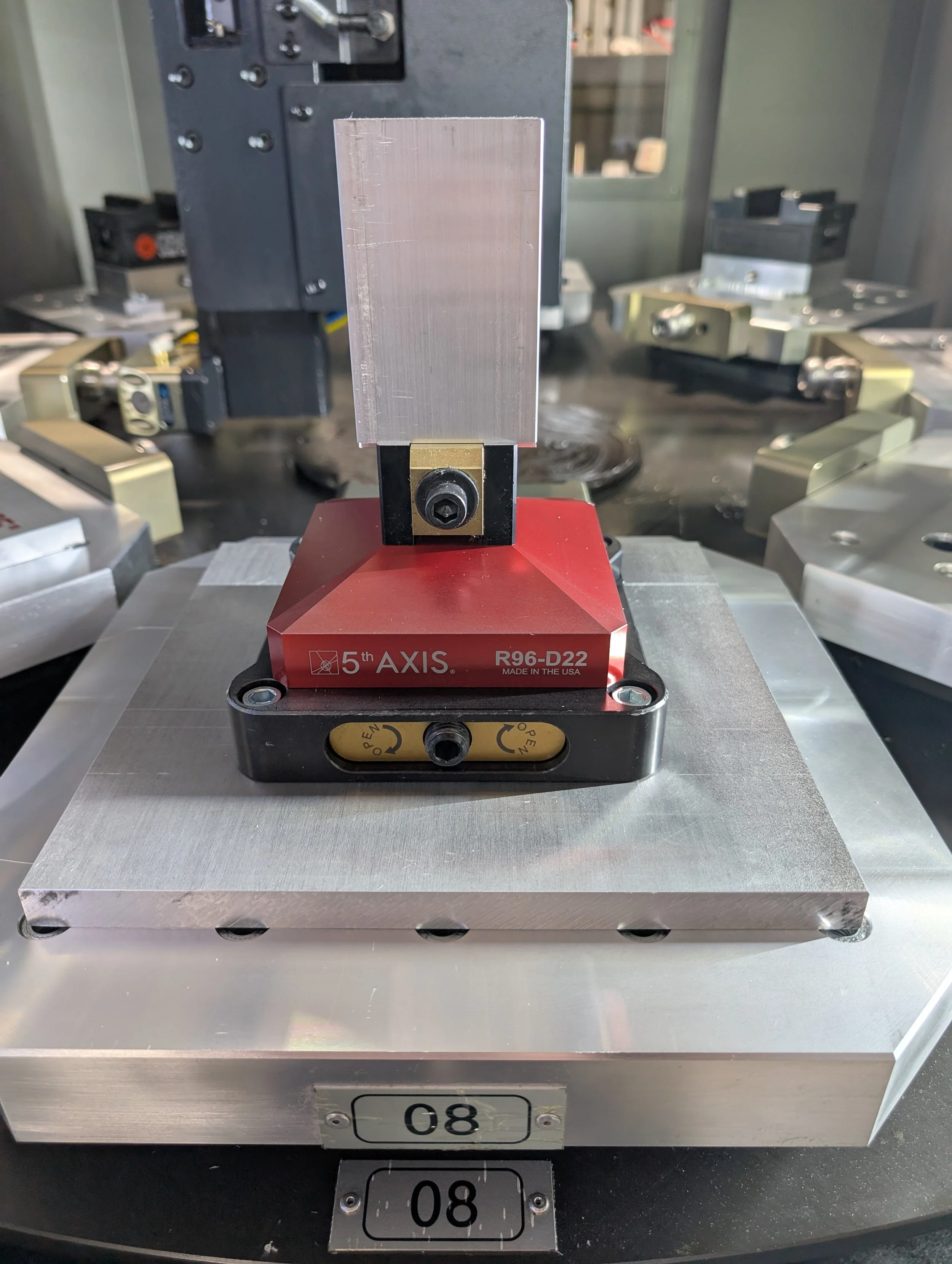
We have long embraced automation, but we never stop improving to turn your parts around faster. One clear illustration is a complex antenna component we make for a defense customer. The part has positional tolerances of less than a thousandth of an inch, with certain feature locations held to within seven ten-thousandths of an inch. Precision is central to the part’s performance.
When we first began manufacturing this part, we ran it on one of our horizontal mills. We met required specifications, but the process was slower than we wanted it to be. It required careful fixturing, and because tolerances were so tight, we had to manually indicate certain features to confirm accuracy. These manual steps added to timelines.
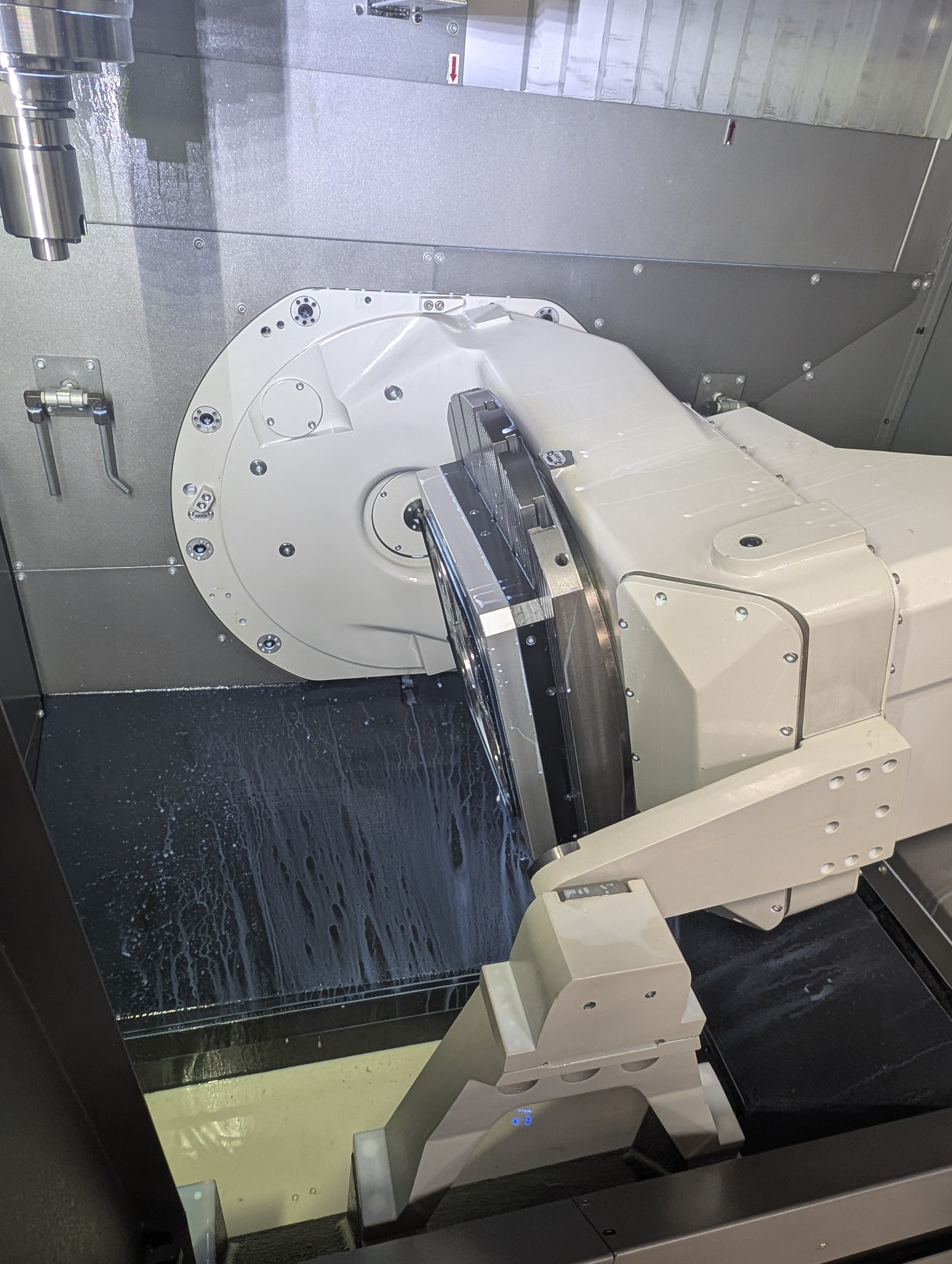
Today, we manufacture the same part on our 5-axis mill, improving cycle times. Even more significantly, the 5-axis machine is reliable enough to run this complex part lights out, reducing production timelines.
Repeatability Is Critical for Speed in Defense Machining
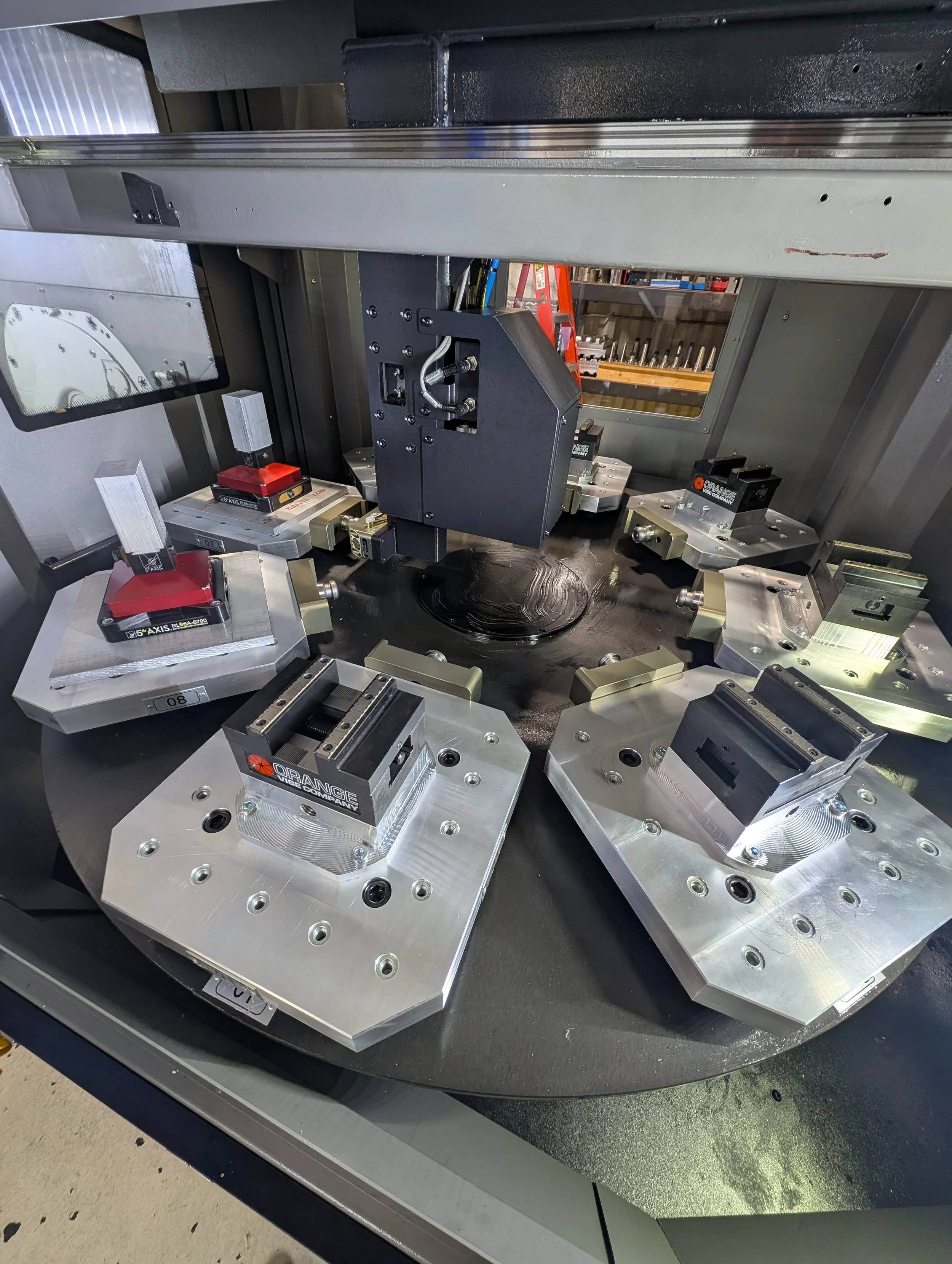
Our 5-axis equipment is highly accurate and robust, and its palletized setup allows the machine to be fed continuously, even for tight tolerance machining. When we first transitioned the antenna component to the 5-axis mill, we checked parts frequently to make sure the machine was holding tolerance throughout the run. After the first batch, our quality team found that the final part we produced was just as good as the first.
That kind of repeatability is essential to defense machining. It’s what allows us to run lights-out at night with total confidence in the results. We can take advantage of more hours of production, while maintaining fewer setups and better access to complex part features.
And now, we are ramping into even more complex 5-axis work. One part currently in production has a cycle time of nearly 22 hours, and we plan to run it unattended around the clock.
Building Reliable Processes for Lights-Out Production
Lights-out precision machining requires confidence in both your equipment and your processes. Our most senior programmer handles our 5-axis projects, and he brings years of programming and machining knowledge.
There is one central principle in our lights-out programming: the goal is stable, reliable processes instead of pure speed. We need quality parts without intervention, and in many cases that requires a more conservative approach rather than aiming for aggressive cycle times. Our programmer pays close attention to tool life, workholding, chip evacuation, and controlled cuts.
We’ll Help Defense Customers Move Faster
Primes need a manufacturing partner that can produce complex parts while still moving quickly. Focused on Machining offers lights-out machining to help increase throughput and reduce timelines for your defense parts.
Request a quote today to find out how we can support your challenging program!
How Material Choice Affects Machining Time and Part Cost
At Focused on Machining, we work with a wide range of materials, from aluminum to Inconel to A286. But one thing we always make clear to customers is that these materials differ not only in their performance, but also in their machinability. Material choice can directly impact factors like cycle time and tooling, ultimately driving part cost.
Learn how the machining process changes, and why that leads to higher prices.
Why Material Choice Affects Machining Time
On the machinability spectrum, aluminum is relatively easy to cut, while Inconel machining is much more demanding. Aluminum allows for aggressive machining, but Inconel does not.
This is reflected in quotes, as machine shop pricing is closely tied to time. Longer machining time means higher cost. At Focused on Machining, price is heavily tied to production hours and shop rate. But other material factors do add to price, as well; for instance, materials like Inconel are significantly more expensive, while specialized tools may be needed because tool wear can be more severe.
Comparing Aluminum and Inconel on the Same Part
We have never machined the exact same part in both aluminum and Inconel, so a perfect one-to-one comparison is difficult. But a hypothetical example still helps illustrate the difference.
For this hypothetical, we considered machining a part that is 4” x 4” x 1” with a 0.5” end mill to rough it.
With aluminum, especially 6000 series aluminum, we can typically use tooling designed for high material removal rates. For a hypothetical part, that might mean a half-inch three-flute tool taking deep cuts at high RPMs and aggressive stepovers. Because aluminum is comparatively soft and easy to machine, we can remove material quickly and efficiently.
Inconel requires a much different approach. For the same part made of Inconel, we would likely use a five-flute or seven-flute tool with much more conservative cutting parameters. The depth of cut would be shallower and RPMs would be reduced. Additionally, heat control becomes critical with Inconel because of the potential for work hardening.
Quantifying the Difference: A 17x Change
In qualitative terms, aluminum lets you cut fast, while Inconel forces you to slow down. But quantitatively, a simple back-of-the-envelope calculation suggests that machining the part from Inconel 718 would take roughly 17 times longer than machining the same part in 6061 aluminum.
That’s just an estimate, but it certainly aligns with our general experience. A very simple part like this that might take minutes in aluminum could take close to an hour in Inconel. And that difference becomes especially important in our production machining services, when the gap multiplies significantly across hundreds or thousands of pieces.
Experience Is Critical With Difficult Materials
When a project involves Inconel, A286, or other difficult materials, experience matters. An expert shop understands how to move as fast as possible without risking scrap and rework.
At our precision machine shop, we have years of experience machining challenging materials. We understand the risks, and we know the best techniques to be as efficient as possible for our customers.
If you’re looking for Inconel, A286, or titanium machining, let’s discuss the best approach for your project. Contact us today!

A Case Study in 5-Axis Machining: Reducing Setups and Improving Lead Times
At Focused on Machining, our 5-axis machining is now running at full speed. As our team has gained experience with the new equipment, we have become more efficient in our manufacturing for 5-axis parts.
5-axis machining is often associated with complex geometries, and it does allow us to machine challenging contours and other difficult features more effectively than many traditional setups. But in our shop, customers have also seen major benefits in speed, as well.
One recent manifold project is a strong example of how 5-axis machining can improve efficiency and help keep demanding jobs on schedule.
A Complex Manifold With Tight Requirements
Focused on Machining has produced complex manifolds for years, and this recent project was an excellent example of the precision machining work we often do. The part was an aluminum block measuring roughly 2 inches by 2 inches by 12 inches, with 17 ports.
This manifold was part of our aerospace machining work for a customer. It was designed for fuel lines in a rocket engine, so positional accuracy was critical and the tolerance requirements on the holes were extremely tight. In fact, inspection did not stop at the physical surface of the part. We also had to project a feature location four inches out from the part and verify that it still met the required positional tolerance at that distance.
Before and After: Reduced Setups, Greater Efficiency
We originally quoted and planned this part before our 5-axis machine arrived, and at that point, we planned for the part on our existing equipment. Ultimately, though, we were able to machine it on our new 5-axis. That gives us a clear before-and-after comparison:
If we had machined this manifold on our horizontal machine, it would have required four operations.
On a vertical machine, it would have taken at least seven operations.
On our 5-axis machine, we completed it in just two operations.
How Reduced Operations Benefit Customers
For those who aren’t in a machine shop every day, it’s worth explaining what these terms mean. An “operation” is essentially a separate setup or machining step. Each time a part has to be repositioned or moved so a different side or feature can be machined, that adds another operation.
Fewer operations benefit customers in multiple ways. First, every time a part is handled in a setup, it introduces the opportunity for error. Second, each additional setup adds labor and production time because the part must be reoriented and verified before machining continues. Third, longer cycle times within fewer setups can create opportunities for unattended lights-out machining, which can significantly improve throughput.
Lights-Out Manufacturing Led to Scheduling Flexibility
This job also involved substantial outside processing that we coordinated on the customer’s behalf, including chem film and precision cleaning. Because of those requirements, we had very little room for delay during machining.
Fortunately, the reduced number of setups made a major difference. Cycle times were nearly three hours, and the 5-axis machine is palletized, which allowed us to load multiple parts at once. Those factors let us run these parts for approximately six hours unattended at night. As a result, we kept the project moving and met its deadline.
Always Getting Better, Faster, and More Cost-Efficient
Our experience with 5-axis machining is leading to consistent improvements in efficiency. We’re already seeing shorter production times, and we expect the trend to continue. And over time, we know increased efficiency will help reduce costs for customers in our contract manufacturing services.
If you have a part that could benefit from 5-axis machining, let’s discuss. Whether the priority is part complexity or shorter lead times, Focused on Machining is ready to help. Contact us today!

A Colorado Contract Manufacturer Ready to Support Primes
At Focused on Machining, we’re proud to be located in Colorado, a state packed with significant aerospace and defense companies and institutions. This aerospace legacy is part of our own company’s history. Our history of partnerships with the industry allows us to understand how to support long-term programs for primes and OEMs in the region.
Rooted in Manufacturing History
Our shop sits on Titan Road in the Denver metro area, a name taken from aerospace history. It comes from the legendary Titan missiles built by the Martin Company, now part of Lockheed Martin. Today, just a few miles west of us, Lockheed Martin operates a facility where engineers work on cutting-edge aerospace projects.
Many machine shops near us were founded in the 1970s for work tied to defense programs, and our own shop later grew out of that landscape.
A Region Full of Primes
Colorado is home to a remarkable number of major aerospace and defense primes and institutions. The ecosystem has grown over decades, and it’s part of what’s driven contract manufacturers like Focused on Machining to excel.
BAE Systems, Lockheed Martin, Raytheon, Northrop Grumman, and ULA all maintain a significant presence here. Ursa Major, a rocket propulsion company, is headquartered in Colorado. The University of Colorado’s Laboratory for Atmospheric and Space Physics, the Air Force Academy, and NORAD are all in our shop’s region.
The Advantages of a Local Defense Supplier
For Colorado primes managing complex programs, there are real benefits to partnering with us as a supplier. Having Focused on Machining nearby means:
Faster audit visits: When you’re conducting in-house supplier audits, we’re a short drive away.
Reduced shipping costs: Getting parts to and from our facility is straightforward and cost-effective.
Rapid quality response: In the very rare cases that issues need to be resolved, we can talk in person on-site the same day.
Direct engineering access: Face-to-face meetings with our team are possible without extensive scheduling for travel.
Certifications for Your Program Requirements
Of course, being local can be an added benefit, but only if a supplier can meet the necessary standards of aerospace machining.
At Focused on Machining, we have extensive capabilities that allow us to expertly serve primes. We hold AS9100D certification and ITAR registration, and we are currently CMMC Level 2 compliant, with our audit for full Level 2 certification scheduled for summer 2026. And our status as a Service-Disabled Veteran-Owned Small Business (SDVOSB) allows us to help primes fulfill supplier diversity and subcontracting goals.
Our advanced machining capabilities include 5-axis for complex geometries, and we work with demanding materials like Inconel. We have a history of supporting programs for primes including ULA and Lockheed Martin.
A Partner for Long-Term Programs
Whether you’re operating out of Colorado or looking for an expert partner across the country, we’re ready to be a qualified precision machining supplier for your repeat production work. Talk to us today about your aerospace and defense programs!
On-Time Delivery and Quality Ratings: Behind the Numbers in Aerospace & Defense Supply Chains
Many contract manufacturers talk about their on-time delivery rate and quality rating, but it’s important for primes and OEMs to know the story behind these numbers. At Focused on Machining, our on-time delivery rate is above 90% over the past 24 months, with a quality rating above 98%. But a deeper understanding of these metrics shows how a truly reliable supplier will differ from a partner that might sound good on paper.
On-Time Delivery Is Only Part of the Story
In high-stakes defense and aerospace programs, a single late part can delay an entire production line. For a large enough program, that could lead to millions of dollars lost. Primes have a lot at stake with on-time delivery, but the metric alone can’t always be enough to determine who can actually deliver.
Our on-time delivery rate for the past 24 months is above 90%, but there’s more to the number. When a delivery does miss its target date, the delay is typically days rather than weeks or months. That’s because we’ve invested in technology that allows us to make data-driven commitments at the start of every project.
Some shops may simply operate off of instinct, but our ERP system, ProShop, allows us to plan every step months ahead. We look at our machining schedule, outside processing time, shipping windows, and more. That lets us give you a reliable delivery date. And if we can’t meet your timeline, we’ll tell you upfront.
The Context for Quality Ratings
Of course, on-time delivery without consistent quality is a hollow number. Our high quality rating of 98% is the first step in proving our value in precision machining. But there’s still more to understand.
Of that remaining 2%, nearly every instance involves situations where we proactively and transparently reached out to a customer to discuss parts with small deviations from print. Yet after engineering review, the customer was ready to accept them.
For example, we recently machined a batch of 25 parts for an aerospace customer. Three of the parts came in technically outside tolerance, but within three ten-thousandths of an inch of the requirement. We proactively reached out to the customer to discuss their options: we could ship the full batch and allow them to inspect the three nonconforming parts, or we could take additional time to remake those three. The buyer’s engineering team chose the former option and accepted all 25 parts.
Stories like these make up most of the nonconformances that affect our quality rating, but in some ways we’re proud of them. We are able to warn customers of potential issues ahead of time and allow them to make informed decisions. We don’t hide from bad news.
As far as actual customer rejections for parts delivered out of spec, we’ve had a single instance over the past two years. That puts our customer rejection rate at a fraction of a percent.
Ask Your Suppliers for Context
Quality rating and on-time delivery are a great starting point for conversations with your supplier, but they shouldn’t be the conclusion. You should always try to understand what their quality rating actually measures, and how they approach potential quality or delivery issues in aerospace machining.
At Focused on Machining, we’re ready to talk about what’s behind the numbers. If you’re looking for contract manufacturing services, let’s discuss! Request a quote today!